Incremental Analiz ve Sonuçlarda Değişimin Takibi ile Hayatı Kolaylaştırmak
Bu yazıda AutoForm’dan Adithya Ramamurthy ve Gianfranco Ruggiero AutoForm’un ‘Otomatik Sorun Saptama‘ özelliği hakkında bir röportaj vermektedir. AutoForm’a özgü bu araç ile proses tasarımı sırasındaki sorunların nasıl otomatik tespit edildiğini ve kullanıcı için hayatı nasıl kolaylaştırdığını göstermek istedik.
AutoForm’da Ürün Yöneticisi Gianfranco Ruggiero söyleşiye şöyle başladı: “Sac şekillendirme proses tasarımının en önemli ve zaman alıcı adımlarından biri simülasyon sonuçlarının değerlendirilmesidir. Bu terimle genel olarak “sanal” basılan sac panelde gerçek panelde de meydana gelebilecek her türlü kusur veya sorun riskinin kapsamlı bir araştırmasını kastediyoruz. Bu analiz esas olarak farklı sonuçların ve onların kombinasyonları değerlerinin kontrol edilmesi ve kabul edilebilir limitler (aralıklar) içinde olup olmadığının karşılaştırılmasından oluşur. AutoForm olarak bu analizi sadece mümkün olduğunca doğru değil, aynı zamanda mümkün olduğunca hızlı ve kapsamlı hale getirmeye çalıştık”.
Gianfranco şöyle devam etti: “Tüm çıktı değişkenleri sacın bölündüğü sonlu elemanlar ağının elemanları bazında hesaplanır (sonlu elemanlar ilkesi), yani kontrol edilmesi ve değerlendirilmesi gereken binlerce değer vardır. Yaygın bir uygulama olarak, bu kontrolü basitleştirmek ve mümkün olduğunca “görünür” ve doğrudan yapmak için bir renk ölçeği kullanılır. Bir renk belirli bir değer aralığında (limitler) tanımlanır ve herhangi bir eleman buna göre renklendirilir; aralık sayısı ne kadar yüksek olursa, renk dağılımı o kadar “sürekli” olur. Belirli bir noktadaki (mesh elemanı) değişkenin tam değerini öğrenmek için kullanıcı sadece üzerine tıklayabilir ve ekranda hesaplanan değere sahip bir etiket görünür”.
Aşağıdaki resim, çekme operasyonundan hemen sonra sacdaki, AutoForm’da “maksimum Failure” olarak adlandırılan çıktı değişkenini göstermektedir. Burada kullanılan renk ölçeği görüntünün sağ tarafında gösterilmektedir.
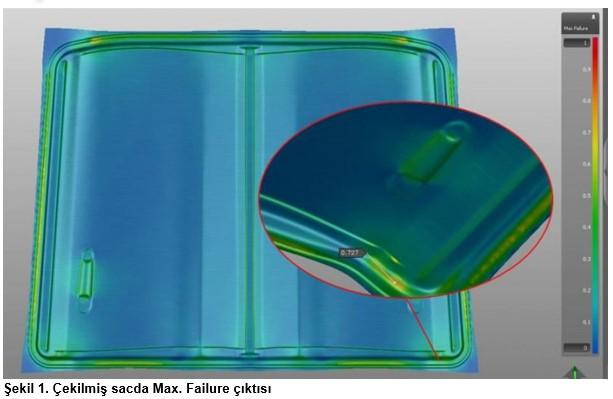
Renk skalası ve sınırları, müşterilerden veya şirket içinde belirlenecek Standartların uygulanması ile de verilebilir.
“Kullanıcılar tüm sacı doğru bir şekilde kontrol etmeli ve kritik alanları bulmalıdır; sorunlara karşılık uygun karşı önlemler değerlendirilecektir. Kalıp tasarım prosesinin her simülasyonunda tüm sonuç değişkenleri için böyle doğru ve ayrıntılı bir analiz yapmayı düşünürsek, bu görevi gerçekleştirmek için gerçekten ne kadar zaman gerektiğini ve harcanacağını anlamak mümkün olur. Uygulanması gereken birçok simülasyonu ve her birinin sonunda yapılacak çok sayıda kontrolü düşünerek, uygulanabilir bir prosese ulaşıncaya kadar renkli çıktıların projenin / prosesin tam ve sürekli takibi için neden yeterli olmadığını anlarız”.
AutoForm ABD’den Uygulama Mühendisi Adithya Ramamurthy şöyle devam etti “Kullanıcılarımızın bu görevi daha iyi ve daha hızlı yapmalarına yardımcı olmak amacıyla AutoForm’da “sorun/issue” kavramını tanımladık. İki farklı sorun tipolojisi yazılım tarafından otomatik olarak algılanabilir. Birinci tip, belirli bir sonuç değişkeninin bir noktada (veya alanda) hesaplanan sayısal değerinin kabul edilebilir sınır (veya aralık) ile karşılaştırılmasına dayanır. Parçanın neresinde olursa olsun, hesaplanan değer girilen sınır (veya aralık) değerini aşarsa bir sorun tespit edilir. İkinci sorun türü ise malzemenin hareketinin belirlenmesi ve bunu sınır eğrileriyle karşılaştırmaya dayanır. Kısaca kullanıcı malzeme hareketi için limiti temsil eden bir eğri tanımlar ve bu limitin aşıldığı her yerde bir sorun algılanır.
Bu iki kavramı daha iyi açıklamak için küçük bir örnek verelim.
Sadece sorunun ilk türünü tanımlamada yazılımın işlevselliği hakkında bir fikir vermek için, bir panelde yırtılma riskini tespit etmek istiyoruz. Bunu yapmak için kullanıcı iki farklı sonuç değişkeninde limit tanımlayabilir: yazılıma yırtılma sorununun “Maximum Failure” değişkeninin 0,7’yi aştığı veya incelmenin % 25’den daha fazla olduğu yerlerde aranması gerektiğini söyleyebiliriz. İki risk seviyesi tanımlanabilir: max. failure değeri 0.7’den büyük ve 1.0’den küçükse daha düşük bir risk seviyesi (sarı renkle gösterilir) ve max. failure 1.0’i aştığında yüksek risk(kırmızı) tanımlayabiliriz.
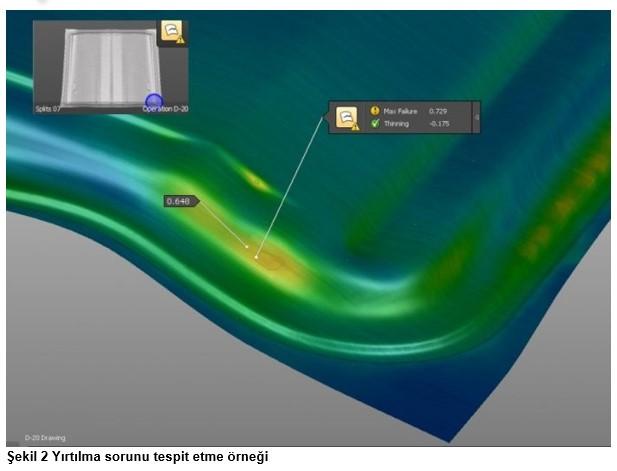
Yukarıdaki çıktı yazılım tarafından otomatik olarak yaklanan sorunlardan birini göstermektedir. Gördüğünüz gibi yazılım hesaplanan maksimum failure çıktısının (0.729) sınırı (0.7) aştığı bir alanları (kapalı eğri) tanımlayarak gruplandırmıştır; bu örnekte İnceltme (% 17,5) değeri izin verilen maksimum sınırın (% 25) altındadır fakat max. failure’dan dolayı sorun tespit edilmiştir.
Bitişik alanın, sarı renkli bile olsa, değerler maksimum limitten daha düşük olduğu için algılanan alanın dışında kaldığına dikkat edin.
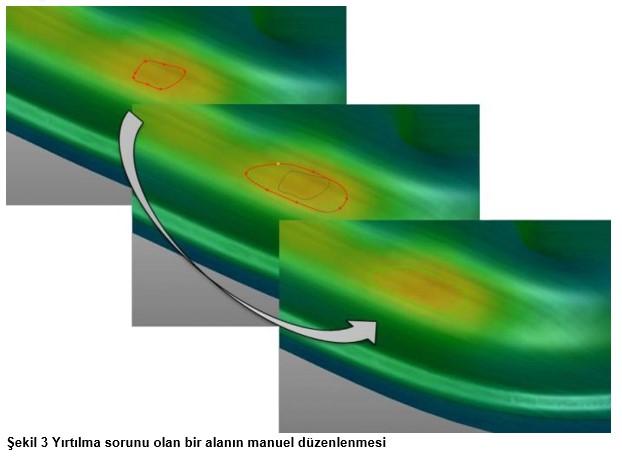
Kullanıcı ayrıca bitişik alanları dahil etmek / hariç tutmak için sorun alanını değiştirme olanağına sahiptir: yazılım, kullanımı kolay bir eğri editörü içerir. Aşağıdaki görüntü, önceki otomatik olarak algılanan sorunun son şeklini göstermektedir.
Şimdi malzeme hareketi ile ilgili sorunların otomatik olarak algılanmasına bakalım.
Örneğin, çekme operasyonu sırasında sac kenarının süzme kanalını aşıp kurtulmasını önlemek istiyoruz. Bu sonucu panelin kenarı boyunca görsel olarak kontrol etmek yerine, bu limiti temsil eden eğriyi tanımlamak ve yazılımın çekilmiş sac kenarının bu eğriyi geçip geçmediğini algılamasını sağlamak mümkündür.
Aşağıdaki çıktı, bu tip bir sorun tanımının bir örneğini göstermektedir.
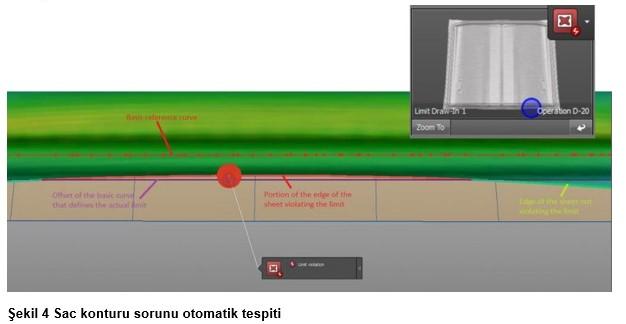
Bu durumda limit eğrisini tanımlamak için eğriyi sıfırdan çizmedik, süzme kanalı merkez hattının ofset eğrisini kullandık. Yazılım otomatik olarak sac dış konturunun hangi kısmının bu sınırı ihlal ettiğini (kırmızı ile vurgulanmış) ve hangi kısmının etmediğini (yeşil ile vurgulanmış) tespit etti.
Adithya şunları ekledi: “daha önce de belirtildiği gibi, manuel veya otomatik algılanan sorunların listesi proje dosyasına kaydedilir, böylece kullanıcı her simülasyondan sonra sorunun durumunu (çözülüp çözülmediğini) takip edebilir. Sorunlar giderilirken yeni simülasyonlarda ortaya çıkan yeni sorunları (aynı tipte veya kırışıklıklar vb. gibi farklı tiplerde) eklemek de mümkündür, bu tamamen kullanıcıya bağlıdır ”.
Gianfranco şöyle tamamladı: “Sorun tanımları birden fazla simülasyon (Sigma simülasyonları) çalıştırıldığında daha da önem kazanıyor, çünkü bu durumda yazılım, hesaplamada değişken olarak tanımlanan proses parametreleri arasında çözü sağlayan değerleri (farklı girdi değeri) bile arayabiliyor. Ancak bu, burada ele almak istediğimiz konunun ötesine geçen AutoForm çözümlerinin yüksek potansiyelinin bir başka yönüdür. Ayrıca daha derin ve tam bir şekilde ele alınmayı hak etmektedir ”.
www.formingworld.com’dan çevrilmiştir.